- При помощи электрического станка
- Как работает сверло Левиса?
- Как заточить победитовое сверло с напайками
- Заточка дрелью
- Параметры, подлежащие восстановлению при переточке сверл
- Процесс заточки
- Каким способом заточить сверло
- Основной рабочий процесс
- Особенности и виды сверл по дереву
- 3 Затачиваем на точильном станке
- Советы по выбору
При помощи электрического станка
Для начала стоит уточнить, что данный процесс будет довольно сложен для тех, кто ни разу до этого не занимался заточкой. Если вы относитесь к числу таких людей, то попробуйте потренироваться и заточить уже изношенный инструмент, давно не используемый вами. Только после небольшой тренировки появится представление о том, как обстоят дела с процессом. Можно будет приступать непосредственно к делу.
Работа является кропотливой — одно лишнее движение может испортить инструмент, чего вам, конечно же, не нужно
Поэтому очень важно следовать ниже прописанной инструкции, она поможет наиболее правильно проделать процедуру
Во время выполнения нужно руководствоваться несколькими правилами, которые обеспечат вам хороший исход:
- поставьте рядом емкость с холодной водой — она пригодится вам для охлаждения перегретого сверла,
- 45 градусов — именно такой угол является наиболее правильным. Поэтому старайтесь держать элемент в таком положении,
- сверло устанавливается на край диска станка — это наиболее правильный вариант,
- если хотите, чтобы заточка была произведена наиболее точно, то поместите элемент в шайбу — так у вас появится уверенность, что работа пройдет нормально,
- задние кромки сверла необходимо подвернуть на несколько миллиметров и после этого следить за их ровностью,
- перемычка инструмента должна быть тонкой, это обеспечит вам наибольшее удобство работы,
- после того как процесс почти завершен, немного сбавьте обороты станка и продолжите заточку,
- после окончания охладите готовый предмет с помощью воды, убедитесь, что он правильно работает. Если это не так, то продолжите процесс до оптимального состояния инструмента.
Как работает сверло Левиса?
В начальный момент сверления в материал вдавливают коническое остриё, которое при вращении внедряется вглубь. Затем на него опирается основная, спиральная часть сверла. В отличие от других конструкций свёрл по дереву, у рассматриваемого инструмента в начальный момент имеется только одна рабочая кромка, а далее сверление происходит спиральной режущей частью. При увеличении общей длины режущей кромки это способствует снижению общего осевого усилия на сверло, но увеличивает риск заклинивания и «увода» сверла от центра.
Читать также: Сферы бизнеса с применением фрезерных чпу станков
Первую проблему решают следующим образом. Во–первых, сверло Левиса предпочтительно устанавливать на низкооборотистые, более мощные дрели. Во-вторых, такие спиралеподобные свёрла нецелесообразно использовать для получения отверстий в твёрдых породах древесины, т. к. получающаяся при этом стружка способствует заклиниванию отхода в довольно длинной канавке. Обычно число оборотов выбирают обратно пропорционально диаметру получаемого отверстия.
Для решения второй проблемы спиральное сверло можно использовать в качестве развёртки, а предварительный проход, за исключением особо глубоких отверстий, выполнять при помощи обычного сверла. Из опыта эксплуатации известно, что прямое получение отверстий при помощи сверла Левиса целесообразно для диаметров, не превышающих 15…30 мм. В остальных случаях пользуются перьевыми свёрлами, а спиральное применяют только на последнем проходе, когда требуется повысить гладкость боковых стенок.
Влажность древесины при использовании такого сверла значения не имеет, так же, как и направление волокон древесины.
Как заточить победитовое сверло с напайками
Победитовое сверло также может затупиться. Тупое сверло перегревается во время работы, плохо сверлит и издает сильный визжащий звук. Конечно, можно поменять сверло, купив новое, но лучше сэкономить и заточить его своими руками. Для этого вам понадобится заточной станок (электрическое точило) с алмазным камнем и охлаждающая жидкость. Обыкновенный наждачный камень для заточки сверла из победита не годится.
До того, как приступите к заточке, убедитесь, что она возможна, в принципе. Для этого следует померить высоту режущей части сверла. При высоте режущей части сверла, т. е. напайки около 10 мм заточка возможна.
Не забываем: чем тверже материал, тем ниже должна быть скорость заточки. Угловая скорость (количество оборотов вращения камня) при заточке победитового сверла должна быть уменьшена вне зависимости от того, какой инструмент применяется для заточки.
Заточка сверла выполняется короткими касаниями сверлом наждачного камня. Победитовое сверло затачивается быстро, как правило вам там нужно лишь немного подправить слизавшиеся кромки, поэтому следует внимательно контролировать процесс, чтобы не срезать лишнее с рабочей победитовой поверхности сверла.
Сверла с напайками рекомендуется затачивать аналогично простым сверлам малого диаметра, т.е. следует делать заточку задней поверхности плоской. При этом точить заднюю поверхность следует, как показано на фото, стачивая сверло до самой напайки:
Заточенный бур по с напайкой.
Желательно подточить переднюю поверхность. Если напайка уже сточена до самого сверла, то без подточки просто нельзя обойтись, поскольку мягкий металл, выходит на режущую кромку со стороны передней поверхности. Передняя поверхность одновременно подтачивается так, чтобы толщина центра напайки стала меньше.
Подточка напайки со стороны передней поверхности.
Во время заточки сверла старайтесь быть точным и внимательно следите за тем, чтобы его режущие стороны были одного размера. Если это не удается достичь, то смещенный центр ости обязательно приведет к тому, что отверстие сверления будет увеличенным и неровным. Независимо от устройства, на котором выполняется заточка, нужно контролировать соотношение передних и задних углов кромки реза в направлении вращения.
Еще одно правило, которого следует придерживаться, чтобы правильно заточить сверло по бетону: чем тверже материал, тем больше угол заточки. Для победита он составляет 170 градусов.
В процессе заточки нельзя допускать нагревания сверла, т.к. могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы не допустить этого, периодически следует охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду.
Предлогаем посмотреть подборку видеороликов по заточке сверл с победитовыми напайками.
Заточка дрелью
Если даже обыкновенного точильного станка нет, можно воспользоваться другим оборудованием. Можно даже сделать стационарную установку, на которой будет производиться качественная заточка свёрл по металлу, приспособления своими руками обычно делают из дрели или шуруповёрта.
На вал электроинструмента просто нужно установить заточной круг. Далее есть 2 способа заточки:
- зафиксировать прибор в тисках и подносить сверло вручную;
- зажать оснастку в тисках, и к ней вручную подносить дрель.
Мастера предпочитают второй способ, поскольку он удобнее и безопаснее.
В данном случае нужно соблюсти такие правила:
- сверло фиксируется в тисках вертикально;
- кругом на дрели следует одиночными движениями снимать заднюю кромку до исчезновения следов износа;
- в конце оснастка затачивается под нужным углом, как правило, 120°.
Более простое решение – купить специальную насадку для дрели. Это небольшое приспособление с заточным кругом и пазом для подачи сверла. Наличие специального паза позволяет идеально выдерживать угол заточки.
Обычно такие приспособления имеют несколько пазов с разными углами. Можно сделать подобное устройство из подручных средств, используя готовые чертежи приспособления для заточки свёрл своими руками с подходящими углами и размерами под индивидуальные потребности.
Есть достаточно много вариаций приборов и чертежей для их изготовления. Делать само устройство можно из пластмассы или дерева.
Параметры, подлежащие восстановлению при переточке сверл
>
Предположим, что оснастка сохранила свою геометрию, боковые ленты не изношены и цветов побежалости не наблюдается. В этом случае вам необходимо обеспечить следующие свойства:
- Сформировать угол между рабочими кромками в пределах 115-120 градуса. Это значение актуально для работы со сталями и большинством других сплавов. Однако во многих случаях это значение может быть иным и варьироваться от 60 до 180°.
- Наклон между кромкой и центром. Он должен составлять 55-60 градуса. Важным является симметричность обеих частей.
- Соблюдение второго условия обеспечит одинаковый размер кромок. Работать будут обе грани, при этом не наблюдается биение.
- Задняя поверхность должна иметь отклонения 5-7° от конуса вращения. Этим обеспечивается оптимальные упорные свойства и отсутствие трения о деталь.
Если передняя часть значительно повреждена, то сначала необходимо удалить участок, не соответствующий стандартам. Наиболее часто встречаются следующие повреждения:
- Изменение цвета (посинение).
- Износ боковой ленты.
- Скол.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
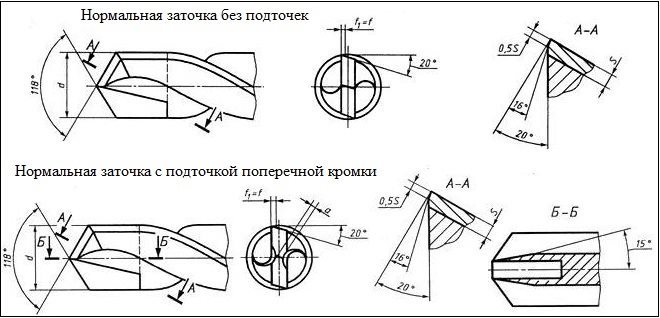
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
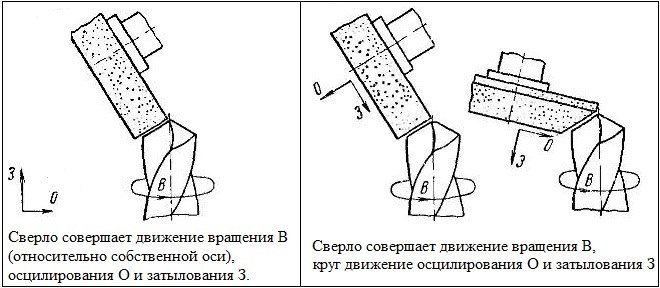
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Каким способом заточить сверло
Коническая заточка

Приспособление для заточки, даже сравнительно простое самодельное, позволяет ровно затачивать режущие кромки сверла
Чтобы заточить сверло по данному методу, необходимо выполнять настройку параметров, указанных в таблице.
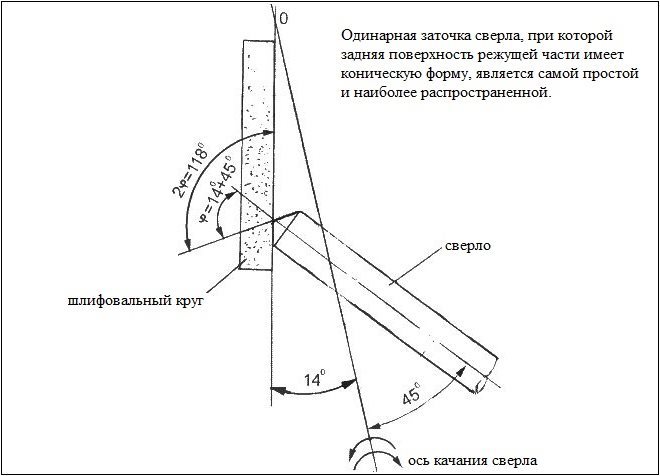
Схема конической заточки сверла
Для конической заточки сверла по бетону можно использовать два метода:
Заточенный по данным методикам инструмент для работы по бетону обладает параметрами, указанными в таблице.
Таблица из текста
Углы заточки сверла
Геометрические параметры режущей части сверл с победитовыми пластинами
Винтовая заточка
Винтовая заточка сверла
При выполнении винтовой заточки особенно тщательно надо обрабатывать два участка рабочей части сверла:
- 0-1, расположенный на диаметре сердцевины инструмента и обрабатываемый кромочной частью точильного круга;
- 1-2, обрабатываемый образующей круга.
Основной рабочий процесс
Инструменты и материалы:
- сверло;
- зажим;
- корундовый круг.
Способы кустарной заточки у каждого человека свои, причем нередко они отличаются большой оригинальностью. Кто-то точит при помощи болгарки с алмазной фрезой, а кому-то ближе рашпиль, но оба этих варианта подходят лишь для поверхностной заточки, ибо не дают особой точности и качества. Такие ходы допустимы только в тех случаях, когда надо поправить концы инструмента для работы перфоратором, но не более.
Схема заточки сверл.
В домашних условиях инструмент применяется во много раз реже, нежели в промышленности, поэтому и производить надо гораздо реже. Многие и вовсе приобретают новые взамен старых, т.к. процесс трудоемкий, а купить гораздо проще.
Проще всего произвести заточку при помощи корундового круга по аналогии со всеми остальными металлоизделиями. В процессе работы через каждые 10 сек следует делать перерывы для охлаждения металла, т.к. в противном случае есть немалая вероятность, что твердосплавный пластик может отвалиться.
Если же перегрев идет очень быстрый, то можно воспользоваться водой, но не следует особо усердствовать, т.к. это тоже действует деструктивно (если удалось прозевать тот момент, когда металл раскалился, нужно уже ждать остывания на воздухе, ибо вода его просто расколет).
Во время рабочего процесса нужно внимательно следить и за равномерностью заточки, чтобы в итоге все получилось идеально симметрично. Даже если сама заточка удастся плохо, то потом все еще можно выправить, тогда как в случае искривления сверло лопнет при 1 же подходе с большой долей вероятности. Если же вольфрамо-титановый сплав окажется очень надежным, то кромка будет тупиться лишь с 1 стороны, что значительно ускоряет нагрев металла, а вместе с этим понижает скорость работы.
Еще 1 важный фактор – расположение режущих кромок. Они должны быть идеально прямыми, а их точка пересечения должна быть ровно в центре. От точки пересечения зависит равномерность работы, поэтому нужно отнестись к этому шагу не менее внимательно, чем к любому другому.
Существует 3 основных вида заточки:
Цилиндрическое сечение сверла.
- Коническая. Самый распространенный вариант, т.к. самый простой. Нужно закрепить сверло на платформе, после чего подносить к точильному кругу на 5-10 сек, затем отводить и проворачивать. Такая процедура достаточно быстрая, поэтому опытные мастера могут добиться идеального результата за 1-2 мин.
- Винтовая. Гораздо сложнее, но и гораздо интереснее, т.к. требует большей сноровки на начальном этапе. Заточка осуществляется при помощи алмазного круга, а после завершения надо надфилем сделать пропилы.
- Плоская. Средняя по сложности работа, но требующая своей доли концентрации. Обычно затачиваются именно твердосплавные материалы под углом 60 градусов, причем тут не нужно особо мудрить, как при создании конической формы. Идеально подходит для выправления недостатков, допущенных ранее.
Особенности и виды сверл по дереву
Итак, для начала следует разобраться, что же представляет собой данный предмет. Многие знают, что для качественной работы с любым материалом требуется специальная разновидность строительных инструментов, это касается и сверл.
Данный предмет делится на несколько видов, каждый из которых используется для разных категорий работ. Выделяются следующие модификации:
- перьевое (перовое). Данный тип сверла используют для просверливания отверстий среднего диаметра — до двадцати пяти миллиметров. Обычно этот элемент применяется тогда, когда точность геометрических параметров и качество проделанного отверстия не важны. Он стоит не очень дорого и, ко всему прочему, очень прост в применении,
- спиральное (винтовое) — рабочая часть такого сверла чем-то напоминает шнек, оно используется для просверливания отверстий небольшого диаметра. Конструкция практична тем, что во время процесса очень хорошо удаляется стружка от дерева. И, помимо перечисленного, винтовое сверло точно и качественно выполняет свою роль,
- шнековое — разновидность предыдущего варианта. Предназначено для работы с деревом, но особенность заключается в том, что оно сверлит материал против волокон,
- сверло Левиса — подвид шнекового. Имеет змеевидную форму. Диаметр просверливаемых отверстий — от десяти до шестидесяти миллиметров,
- корончатое — предназначено для выполнения отверстий более крупного диаметра,
- сверло Форстнера — данный предмет помогает сделать отверстие с дном. Это является его отличием от предыдущих видов – оно не предназначено для сквозного сверления. Днище при работе с таким элементом получается идеально ровным.

3 Затачиваем на точильном станке
Заточить сверла в домашних условиях не составит труда на обычном точильном станке. Единственное, желательно, чтобы станок был оборудован подручником, т.е. небольшой платформочкой, расположенной перед рабочей поверхностью заточного диска. Расстояние между подручником и торцом круга должно составлять не более одного миллиметра.
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
- начертить ровную линию на подручнике под углом 60 градусов по отношению к рабочей поверхности абразивного диска. Линия должна располагаться напротив рабочей поверхности;
- на подручнике закрепите обрезок металлического уголка, выровняв его по намеченной линии, как показано на фото ниже. Т.е. уголок тоже должен располагаться по отношению к рабочей поверхности круга под углом 60 градусов. Для фиксации уголка можно воспользоваться струбциной. Если заточкой вы будете заниматься часто, можно просверлить отверстия и зафиксировать уголок болтами.
Благодаря этому приспособлению вы можете приложить своими руками сверло к спинке уголка и таким образом обеспечить угол задней поверхности в 60 градусов. Теперь, когда все готово, можно приступать к работе. Прежде всего нужно установить крупноабразивный диск и включить станок. Затем надо правильно взять в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь приложите инструмент боковой плоскостью к спинке уголка и подведите своими руками к рабочей поверхности точила. Правая рука должна оставаться неподвижной, а левая, которая держит инструмент за хвостовик, должна слегка перемещаться в вертикальной плоскости, совершая покачивания сверлом. Таким образом, заточка должна происходить от режущей кромки до конца задней поверхности.
По такой схеме совершите несколько покачивающих движений левой рукой вверх/вниз
Сильно напрягать руки не надо, так как сверло у вас не вырвет, поэтому просто соблюдайте осторожность. Заточив одну заднюю поверхность, следует прокрутить левой рукой сверло на 180 градусов и точно так же наточить вторую заднюю поверхность. По завершению работы убедитесь, что угол заточки сверла, т.е
угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить
По завершению работы убедитесь, что угол заточки сверла, т.е. угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить.
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
Советы по выбору
Инструмент любой формы имеет собственные критерии и должен им соответствовать. Определить качество приобретаемого инструмента можно по его внешнему виду, цвету, а также по материалу, из которого он изготовлен.
- Материал. Зрительно определить качество материала невозможно. Поэтому перед покупкой нужно удостовериться, что у изделия есть сертификат качества. Китайские подделки часто продаются без документов.
- Внешний вид. Качественное изделие имеет ровную, гладкую поверхность. Различные трещины, царапины и повреждения являются браком. Режущая зона должна обладать аккуратной заточкой. Длинные сверла должны быть ровными. Проверить их на качество очень легко, достаточно прокатить их по ровной поверхности. Все неровности сразу будут видны.
- Цвет. Чтобы инструмент обладал дополнительной прочностью, его изготовляют по особой технологии. Узнать, какой метод обработки применялся, можно по цвету изделия. Стальной цвет говорит о том, что дополнительная обработка не проводилась. Напыление желто-золотого цвета снимает металлическое напряжение. У изделия, обработанного нитрид титаном (инструмент ярко-золотого цвета), будет большой срок службы. Черное сверло обладает повышенной прочностью. При его обработке использовали пар.
- Упаковка. Изделия известных производителей имеют хорошую, качественную упаковку. Все подделки плохо запаковывают, а текст иногда написан с ошибками.
- Цена. Чем выше цена, тем качественнее изделие. Все бюджетные инструменты имеют маленький срок службы.
Заботясь о своей репутации, известные магазины не станут продавать подделки
И неважно, какой инструмент вы покупаете, чтобы он был качественным и прослужил долгое время, следует обращаться именно к надежным и проверенным поставщикам